+7 (925) 707-62-07

100% бесплатная доставка - если средний месячный объем закупаемого
у нашей компании сырья превышает 100 тн.

До 30 календарных дней – так зарекомендованная компания покупатель сможет иметь у нас отсроченный платеж.

Более 20 000 кв.м логистических развязок, складов, терминалов
по всей территории РФ.

Именно 100% безопасно ,что ваш груз приедет целым и невредимым,
наши грузы все застрахованы.

Около 80 % доставка груза производится именно нашим транспортом
«до дверей» покупателя.

2012 год — это год образования компании ПолимерИнвест
и выхода ее на общий полимерный рынок.
Партнер, теперь и только
у нас, каждая третья доставка
сырья 20 тн (еврофура) к Вам
на склад, Центральные регионы
РФ — БЕСПЛАТНО!!!
Другие регионы РФ — 50% скидка
от стоимости перевозки
(не распростра-
няется на грузы до 20 тн).


Информация
Уважаемые покупатели!
Данный сайт создан для вашего удобства в выборе конкретных марок сырья и их технических характеристик. Здесь Вы сможете сделать заказ как онлайн так и по телефону. Специалист компании предоставит Вам полную консультацию по выбранной Вами марки сырья, а также поможет вам сэкономить ваши деньги и избавит вас от головной боли доставке сырья, так как у нас работает своя служба логистики. Вовремя и в срок доставить Товар — главная задача нашей компании, команды «ПолимерИнвест».
Новости
Добрый день, уважаемые Коллеги!
Продолжаем информировать Вас о последних новостях с завода Казаньоргсинтез».
Начнем с ПНД.
На днях закончилась наработка литьевой марки 22-12. Когда следующая- пока сказать сложно. Но очевидно, что не ранее чем через два месяца. Правда говорят, что в апреле планируется выпуск литьевого СНОЛЕНА. Будем надеяться.
Переработчики в свою очередь опасаются повторения ситуации 2019 года, сырья на рынке не было на протяжение более полугода. Но тогда еще как-то спасал импорт. Сейчас альтернатив практически нет.
А что же дальше?
С завтрашнего дня на большом реакторе стартует 293-285Д. В преддверии выходных можно ожидать первые отгрузки. Наработка продлится около 2-х недель.
А далее 76-17. Примерно на месяц.
И 273-ий. Выпуск и отгрузки запланированы на первую половину апреля. На сегодняшний день выпуск также осуществляется.
По ценам на ПНД в Казани вроде бы никаких изменений не обещают (напомним: в январе зафиксировано существенное повышение цен на все основные марки ПНД). Вероятнее всего в марте все останется без изменений.
Далее несколько слов о ПВД.
На первый взгляд, март обещает быть достаточно ровным месяцем. Ожидается равномерный выпуск основных марок. Тем не менее, перебои с отгрузками все же могут быть. В первую очередь из-за экспортных поставок.
Касательно изменения цен на ПВД никакой информации не поступало.
В нашей компании всегда имеется нужный запас полимерного сырья которого нет нигде на рынке, если вы постоянный клиент и закупаетесь у нас регулярно.
ISO-9000
Без наличия сертификации по ISO трудно представить себе успешное предприятие не только в развитых странах мира, но и в постсоветских государствах СНГ (в России работает соответствующий ГОСТ). Эта система – признанный стандарт правильного и современного подхода к работе, производству и обслуживанию клиентов, принятый во всём мире. Зная, что фирма сертифицирована по ИСО9000 можно быть практически уверенными, что перед вами надежный партнер. Однако, нужно иметь в виду и информацию о том органе, кто проводил сертификацию, важно, чтобы он обладал незапятнанной репутацией.
Что же такое ISO 9000? Это набор международных стандартов, разработанных впервые в 1980-е годы и применяющихся для описания и нормирования системы менеджмента качества (СМК) для предприятий. Эти нормы, несмотря на постоянные изменения, приняты за точку отсчета почти во всех странах мира.
Серия ИСО нормирует не параметры продуктов или услуг компании, а качество системы ее работы, формирует перечень процессов и мероприятий. Они же, в свою очередь, обеспечивают достаточный уровень качества функционирования предприятия. При этом стандарты ISO 9000 не описывает напрямую процедуру контроля качества продукции и работ, и не фокусируются на повышении качества непосредственно продуктов, выпускаемых компанией.
Система ISO 9000 описывает все стадии производственного цикла – от закупки комплектующих и сырья, до логистики готовой продукции, например дизайн и разработку изделий, технологический процесс, складского хранения, сервисное обслуживание, найм и тренинг сотрудников и т.д.
Стандарты серии
В перечне стандартов ИСО находятся несколько нормативных документов, объединенных идеей нормирования СМК организации. Основными из них являются международные стандарты ISO, дополнительными – аналогичные международным российские ГОСТ ISO 9000, принятые Росстандартом.
Основополагающими документами этой линейки являются ISO 9000:2015, в который входят основные термины, определения и свод принципов СМК, а также ISO 9001:2015, который включает непосредственно основные требования к СМК. Российскими аналогами этих двух стандартов являются ГОСТ Р ИСО 9000-2015 и ГОСТ Р ИСО 9001-2015.
Кроме описанных двух, в линейку стандартов ИСО 900х включены ISO 9004:2018, регламентирующий пути управления организацией для достижения ее успеха на базе менеджмента качества и ISO 19011:2018, в котором описаны принципы и правила аудита по СМК.
Стандарты ISO 9000 предназначены для создания на производственном предприятии или в организации сферы услуг надежную, четко сформулированную и описанную систему менеджмента качества. Изначально при разработке этих документов описывались взаимоотношения поставщика с его потребителем. Однако, с начала 21 века больше стали приниматься во внимание интересы других сторон, участвующих в работе бизнеса, не только потребителей и поставщиков, но и акционеров, персонал, общества, государства.
Основными понятиями, которыми оперируют данные стандарты, являются внутренний аудит, измеряемость качества, процессный подход, принцип управления процессами, корректирующие действия, предупреждающие действия и т.п.
Описываемый стандарт позволяет компании разработать систему для успешной работы в различных отраслях, например химии и нефтехимии, переработки пластмасс, пищевом производстве, машиностроении, транспорте, сельском хозяйстве, строительстве, и в бесчисленных направлениях сферы услуг.
Внедрение ИСО серии 900х
Ниже приведены основные шаги, которые нужно сделать предприятию для получения сертификата ISO серии 9000:
— изучение текущего состояния работы, определение узких мест и ошибок в рабочих процессах;
— разработка направлений и рекомендаций, которые позволят расширить выявленные узкие места и исправить ошибки;
— создание проекта СМК в соответствии с регламентами;
— обучение сотрудников предприятия, задействованных во внедрении СМК;
— формирование документов и процессов СМК и начало реализации действия новой системы в организации;
— тренинг внутренних аудиторов из персонала организации и запуск внутренних аудитов в бизнес-единицах компании;
— подготовительные работы с дальнейшим сертификационным аудитом СМК;
— сертификация СМК по международным стандартам.

Рис.1. Вариант СМК «петля качества»
Сертификация по ISO 9000
Для того, чтобы предприятие получило заветное признание в качестве компании, работающей по ISO (в России – по ГОСТ ISO), оно должно выполнить необходимые требования стандартов и пройти процедуру сертификации.
Процесс внедрения ISO 9000 разбит на три основных этапа:
— детальное описание и ввод в работу предприятия процессов и контрольных точек, описанных в документации по ИСО;
— после внедрения необходимых практик, специальный орган по сертификации, т.е. компания имеющая аккредитацию, проводит проверку предприятия на соответствие ISO 9000;
— не реже одного раза в 2 года проходит аудит организации на предмет соответствия системе.
Как правило, на практике очень сложно провести внедрение процессов по ИСО силами самой компании. Поэтому первый этап этой схемы выполняется при консультировании сертифицирующей организации, которая может быть приглашена на проведение второго и третьего этапов. Этот подход дает предприятию большую гарантию правильности внедрения практик ИСО и успешного прохождения сертификации и аудита.
Важно, что сертификация и аудит по ISO 9000 – процедура добровольная. Она может быть необходима, если компания претендует на сотрудничество с зарубежным или крупным отечественным партнером, которые требуют сертификации от своих поставщиков или подрядчиков. Также сертификат ИСО стандарт 9000 может требоваться в других случаях: при желании участвовать в госзаказах, международных проектах, а также получения финансирования и т.п. Также многим компаниям важен сам принцип быть сертифицированными для внутренней уверенности в правильности выбранного пути развития.
Технология прозводства труб из ПП
При формовании раструбов труб канализационных из PP-H (Бален ПП01003 для канализации внутри зданий и сооружений) и PP-B (Borealis BA202-E для наружных систем канализации) с ПТР (0,37 и 0,26 гр/10 мин соответственно) автор столкнулся с изменением внешнего вида раструба — побеление участков наружной и внутренней поверхности. Также проявлялись различного вида механические воздействия на трубу — белели участки трубы под траками тянущего устройства и под зажимами устройства режущего. При сдавливании трубы появлялись белые пятна.
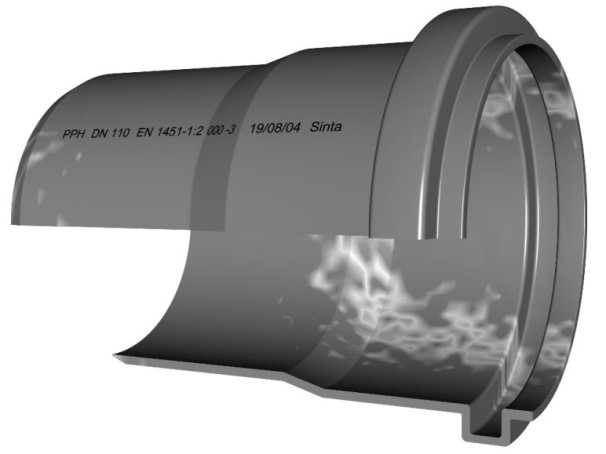
Анализ изменения внешнего вида (методом микроскопии) показал наличие на поверхности трубной заготовки тонкой пленки (3-5 мкм) низкомолекулярного вещества (воска). При деформации трубы пленка воска покрывалась микротрещинами, визуально определяемыми как побеление. Свежеизготовленные трубы (максимально 40 минут) были более пластичными и деформация не вызывала пятен.
Для устранения дефекта побелевшие участки прогревали феном с температурой 700 0С, 2-3 секунды. Микротрещины оплавлялись, белые пятна пропадали, при этом труба не успевала полностью прогреться, геометрические размеры не нарушались.
Одновременно, проводились работы по устранению данного дефекта при изготовлении. Сушка сырья и замена красителя не дали результатов. Увеличение концентрации красителя в сырье позволило увеличить пластичность трубы и значительно снизить долю раструбов с побелением, однако уменьшило значение предела текучести при растяжении материала трубы.
Окончательным решением стало изменение температурных режимов изготовления трубы. Повышение температуры формующего инструмента (матрицы и дорна) увеличило толщину воскового слоя (продукт деструкции полипропилена), и дефект пропал. При этом уменьшалось время между чисткой инструмента до 24 часов (материал красителя при разложении образовывал нагар на инструменте и проявлялись царапины на трубе).
Необходимо отметить, что в условиях установившегося течения более жидкие (низкомолекулярные) компоненты расплава мигрируют к стенкам канала течения, образуя пленку. Если стенки канала перегреты, пленка работает как смазка, способствуя пробочному течению материала (на выходе из формующего инструмента). Любой полимер имеет спектр молекулярно-массового распределения, и если этот спектр узкий, то необходимы добавки, способствующие появлению пленки, если спектр широкий, то пробочное течение можно инициировать, перегревая стенки канала течения расплава и создавая жидкий перегретый пристеночный слой.
Кроме создания благоприятных условий для формования заготовки расплава (пробочное течение на выходе из инструмента позволяет обеспечить гладкую поверхность) низковязкая пленка на поверхности заготовки после выхода из инструмента равномерно заполняет шероховатости, образуя глянец на поверхностях трубы.
Понижение температуры инструмента полностью избавило от белых пятен на трубе, однако, вызвало шероховатость внутренней и наружной поверхностей трубы.
Для получения зеркально гладких наружной и внутренней поверхностей трубы из полипропилена были спроектированы новые матрицы и дорны с хромированными рабочими поверхностями, а также оптимальными размерами.
Размеры инструмента определялись из условия минимальной вытяжки заготовки расплава после выхода из инструмента.
Новый формующий инструмент позволил значительно снизить температурный режим переработки полипропилена (изменение ПТР при работе со старым инструментом составляло около 15 % с новым — не обнаружилось), увеличить период между чистками до 30 суток, повысить физико-механические свойства труб, увеличить производительность, уменьшить жесткую зависимость температурного режима от производительности и свойств сырья (менялись даже в пределах одной партии).
Использование формующей головы с решеткой (корзиночного типа) лимитирует увеличение производительности и снижение температурного режима, — на внутренней поверхности труб проявлялись продольные выступы от решетки. При применении дробленого материала мусор забивает отверстия решетки, образовывая застойные зоны с разложившимся материалом.
Хорошие производственные показатели (снижение температурных режимов, использование дробленого сырья, увеличение производительности) возможны только при использовании формующей головы с винтовым распределением расплава и качественным формующим и калибрующим инструментом.
Для использования ПП с высоким ПТР (более 0,5 гр/10 мин) особое значение приобретает точность системы терморегулирования (узкий температурный диапазон между совсем твердым и совсем жидким состоянием материала), конфигурация шнека (барьерный шнек позволяет разогревать материал за счет адиабатического сжатия, равномерно по всей массе), конструкция калибра (стабильность калибровки разжиженного полимера), точный подбор режимов переработки (температурный режим сильно зависит от производительности), наличие терморегуляции в дорне
td.polimerinvest@mail.ru, polimerinvest1@gmail.com
+7 (925) 707-62-07